简单工厂模式在PCBA方案板设计与生产中的实践
引言:设计模式与硬件生产的交汇点
在软件开发领域,设计模式是解决特定问题的经典、可复用的方案模板。其中,简单工厂模式(Simple Factory Pattern),或称静态工厂方法模式,因其结构简洁、职责明确而广泛应用。这种模式的思想并不仅限于软件。在电子制造领域,特别是PCBA(Printed Circuit Board Assembly,印刷电路板组装)方案板的设计、定制与生产流程中,简单工厂模式的核心理念——通过一个统一的入口,根据不同的“类型”或“需求”来创建具体产品——提供了极具价值的组织与管理思路。本文将探讨如何将这一模式应用于PCBA方案板的业务实践中。
一、简单工厂模式核心思想回顾
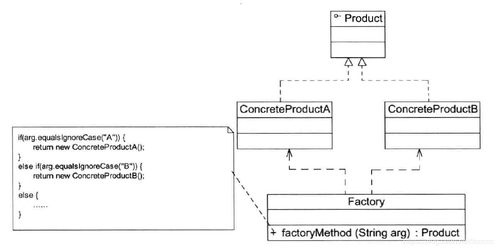
简单工厂模式的核心在于定义一个工厂类(或静态方法),它负责根据客户端传入的参数(如类型标识符、配置代码等),在内部逻辑中决定创建并返回哪一种具体产品类的实例。其关键角色包括:
- 抽象产品(Product):定义了产品的通用接口或抽象类。
- 具体产品(Concrete Product):实现了抽象产品接口的多个具体类。
- 工厂(Factory):包含一个静态的或实例化的创建方法,根据输入条件实例化并返回具体的产品对象。
其最大优点是将对象的创建与使用分离,客户端无需关心具体产品的创建细节,只需知道产品类型即可,这降低了系统的耦合度。
二、PCBA方案板业务场景分析
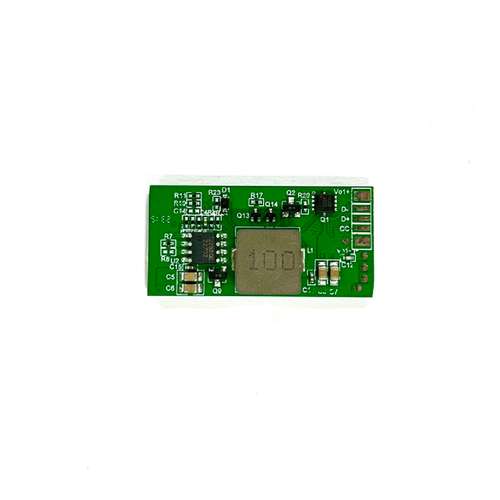
PCBA方案板通常指为特定功能(如智能家居控制、工业传感、物联网通讯等)设计并已实现元器件贴装与焊接的完整电路板模块。客户的需求往往多样化:
- 功能差异:如Wi-Fi版、蓝牙版、4G版的核心通讯板。
- 配置差异:如内存大小不同、传感器型号不同、接口数量不同的版本。
- 客户定制:基于公版方案进行Logo、特定元件或小电路的微调。
传统的应对方式可能是为每种变体建立独立的生产线和BOM(物料清单),导致管理复杂、响应速度慢。而引入简单工厂模式的思维,可以系统化地管理这种“家族化产品”。
三、模式映射与实践:构建PCBA“静态工厂”
我们可以将PCBA的业务元素映射到简单工厂模式的各个角色上:
- 抽象产品(Product):定义为“标准PCBA方案板接口”。它规定了一块合格方案板必须满足的通用规范,如尺寸轮廓、主要功能性能指标、标准测试接口、基础软件API等。这是一个概念上的契约。
- 具体产品(Concrete Product):对应各个具体的PCBA板型号。例如:
WiFi<em>ESP32</em>V1.2_PCBA:基于ESP32的Wi-Fi控制板。
BT<em>NRF52840</em>Industrial_PCBA:基于nRF52840的工业蓝牙传感板。
- 4G<em>Cat1</em>LowPower_PCBA:低功耗4G Cat.1通讯板。
每个具体型号都有自己详细的BOM、Gerber文件、贴片程序、测试规范等。
- 工厂(Factory):这里可以构建一个“PCBA方案板生产调度中心”(可视为一个软件系统或一套标准化流程)。该“工厂”的核心是一个“创建方案板”的静态方法或服务。
工作流程示例:
客户下单时,提供“方案板型号代码”(如ORDER<em>TYPE=‘WIFI</em>V1.2’)和必要的定制参数(如CUSTOM_LOGO=‘YES’)。
“调度中心”(工厂)接收到该代码后:
- 解析代码,匹配到具体的产品型号(
WiFi<em>ESP32</em>V1.2_PCBA)。
- 从数据库或配置库中,调取该型号对应的标准生产资料包(标准BOM、Gerber、装配图)。
- 根据定制参数(如
CUSTOM_LOGO),在标准生产资料上应用预定义的修改规则(例如,在丝印层文件特定位置加入客户Logo)。
- 生成一份此次生产的专属生产资料包,并下发给采购、SMT(表面贴装技术)生产线、测试部门。
- 生产线产出的物理PCBA板,即是对应客户需求的“具体产品实例”。
四、实践优势与价值
采用这种模式化的管理方式,为PCBA方案板业务带来显著好处:
- 标准化与简化客户接口:客户无需了解内部复杂的生产细节,只需通过明确的型号代码和可选参数下单,体验更佳。
- 集中化生产逻辑管理:所有产品变体的创建逻辑(即如何根据代码准备生产资料)都集中在“调度中心”。当需要新增一个型号或修改某个型号的配置时,只需在此中心更新逻辑和基础资料包,避免了散落在不同订单或人员手中的混乱。
- 提升灵活性与响应速度:能够快速响应客户的定制化需求,因为定制被抽象为对标准生产资料的“参数化修改”,而非全新的设计。
- 降低错误率与成本:通过自动化或半自动化的资料生成流程,减少了人工干预带来的错误,提高了生产资料准备的准确性和效率。
五、注意事项与局限
将软件设计模式应用于物理生产流程也需注意其局限性:
- 复杂度边界:简单工厂模式适用于产品家族结构相对清晰、差异可参数化的场景。如果客户需求导致产品差异巨大,近乎全新设计,则此模式力有不逮,可能需要更复杂的抽象工厂或生成器模式思想。
- 物理变更的成本:软件中“创建新对象”成本极低,但硬件生产中,即便是微小的设计变更,也可能涉及开模、物料采购、工艺验证等实质性成本和周期。因此,“工厂”逻辑中必须包含严格的工程变更管理和风险评估。
- “静态”的权衡:使用集中式的静态工厂方法,虽然简洁,但工厂类职责会随着产品种类增加而膨胀。在实际业务中,可能需要将其演进为更模块化的多个专门工厂。
##
简单工厂模式以其清晰的分离关注点思想,为管理多样化、系列化的PCBA方案板生产提供了高效的组织框架。它将多变的市场需求转化为内部可管理的标准化流程与参数配置,本质上是通过逻辑的抽象来驾驭物理生产的复杂性。在电子制造行业追求柔性化、智能化生产的今天,借鉴此类软件工程中的优秀思想,实现业务流程的“模式化”与“模块化”,是提升竞争力的一条重要路径。通过构建一个智能的“PCBA方案板工厂”,企业能够更敏捷、更可靠地交付满足客户期望的硬件产品。
最新产品